
 13632184486
13632184486
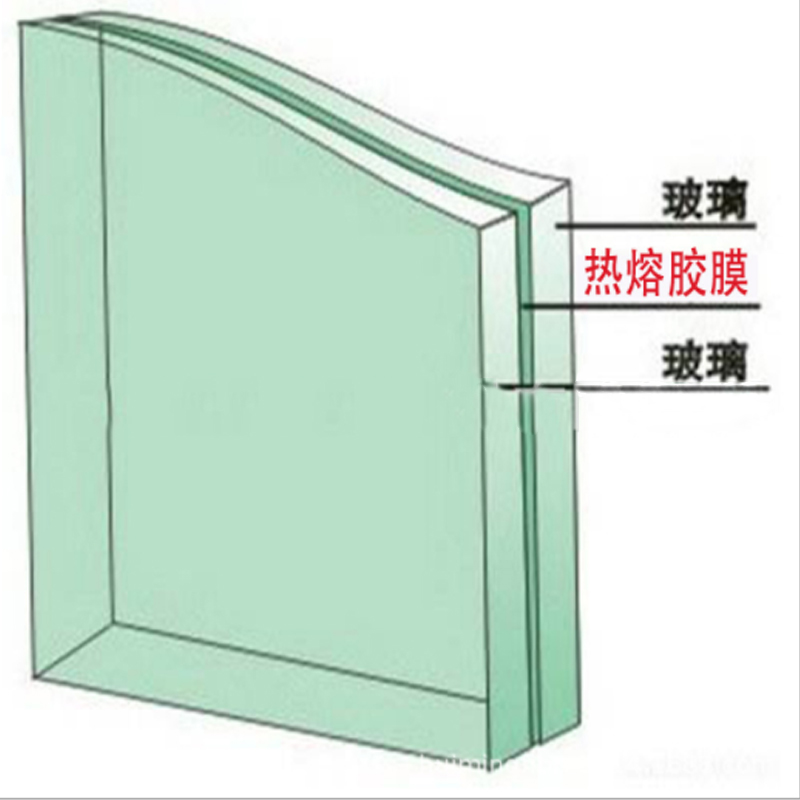
汽车前风挡玻璃是由两片玻璃中间夹PVB胶片牢固粘合而成,具有透明、机械强度高、耐光、耐热、耐潮湿和耐寒等性能。脆性玻璃和弹性PVB胶片相结合,使汽车前风挡玻璃具有很高的抗冲击性能和破碎时的安全性能,玻璃破碎时还能保持可见度。此外,汽车前风挡玻璃受冲击破碎时,碎片被PVB粘住,不易伤人。由于国内汽车前风挡玻璃生产技术和生产工艺还比较落后,引进了国外先进的生产技术、生产工艺和设备,经过对国外技术的消化吸收和技术攻关,现在对大多数技术难度较大的汽车前风挡都能得心应手地制作。几年的实际经验来介绍一下汽车用前挡印刷曲面夹层玻璃的制作过程。
汽车用前挡印刷曲面夹层玻璃的制作工艺流程为:切割—掰边—磨边-—洗涤/干燥—喷粉(大片)/印刷(小片)—烘弯--清粉/合片—初压—安装后视镜底座—高压/修边—终检—-装箱入库。
切割 清洗
切割时,上片工把玻璃放在上片台上靠足定位靠山,按下启动开关,吸盘会把玻璃从上片台吸到切割机输送带上。上片台必须每隔1h或发现有碎玻璃时用压缩空气吹一下,以防玻璃划伤。印热线、天线的产品必须锡面朝上,用锡面仪检查玻璃的锡面朝向,印热线、天线的产品锡面一旦放反,经烧结后印热线、天线的颜色会不一样。印锡面上颜色发红,印空气面上颜色发黄。输送带在马达的带动下把玻璃送到固定的位置,切割刀头和掰边轮根据程序要求进行切割掰边。输送臂吸盘把切割掰边好的玻璃送到磨边机吸盘底座上定位,磨边机磨头开始运转,按照程序设定的要求,进行磨边工作,不同的玻璃厚度采用不同的砂轮。输送臂吸盘把磨边好的玻璃送到清洗机的输送带上,当输送带上的光电感应开关感应到玻璃时,再把玻璃送往清洗机。玻璃进入清洗机,先经过三道循环水清洗,再经过一道清水的冲洗,*后经过风刀把玻璃表面的水份吹干,清洗干燥后的玻璃直接通过输送带下片后检验。检验的内容:玻璃磨边是否有爆边、焦斑、快口、亮斑、裂口;玻璃的表面气泡、结石是否超标;玻璃洗涤是否清洁;划伤、玻璃屑是否存在;大片喷粉是否均匀。是否有堆积;尺寸是否正确。
印刷
玻璃切完后就要进行黑胶印刷。印刷的玻璃要求清洁干燥,并安放在指定位置。黑胶印刷的玻璃要在指定凹面上。印刷前先要安装网版,网版与玻璃接触面用厚胶带贴在图形外边,四周将网版固定于印刷机上。调整玻璃印刷的正确位置,调整印刷机网版底面平行于玻璃间距,调整刮板行程距离,要求全部能印刷图形。调整压力,调正刮板前进速度,刮板角度。可以将印刷机开关在自动位置,再按自动按钮正式开始印刷,传动带上已有定位好的玻璃传送*印刷位置,印刷机按印刷程序动作,印刷架下降*印刷距离,刮板开始印刷,印刷结束刮板拾起,传送带开始传送玻璃,
印刷出来的玻璃要经烘干机烘干。将烘干机电源开启并处于受控状态下。先按传送带按钮,速度可调范围2~12 m/min,速度调节由印刷速度而定,随后按风机按钮,所有加热段和冷却段风机开始运转,再按加热灯按钮,温度调节器可先设置工作温度。在天气转冷或延时速度加快时,出口玻璃印刷黑胶未干时可适当将工作温度调高一些。
印刷
印刷好的玻璃就可以按照客户要求的型面进行烘弯。烘弯时,操作工把半成品玻璃拉到上片台边上,此时可以看到烘弯小车在上片台,且有一模具在上面。观察烘弯小车上的模具是否在小车中间,烘弯模具是否完好。由于模具表面在弯曲过程中会擦伤玻璃表面,因此,模具表面的涂层对防止模具擦伤有很大的帮助。我们在每片玻璃取走后都必须在模具活动关节及角部表面涂上粉笔,每班接班后整个模具表面须涂一整圈粉笔。接着把玻璃提起放在烘弯模具上,注意玻璃的大片在下面,且玻璃放在模具四周的尺寸应均匀,大小片尺寸叠差四周应均匀,而后按下操作控制台上的控制按钮。提升机开始工作,把小车提到上排后,两边气缸伸进来,提升机把小车放下来,上片工作结束。小车在编码器的控制下开始向前运行*预热室。计算机系统根据小车运行状态,小车位置正确,电热丝开始工作。五个预热室温度分别设定,计算机系统根据设定的温度进行加热,正常工作时,执行高温设定。温度达到设定值后,电热丝自动关闭。小车开始向前运行*弯曲室,电热丝按照计算机系统所设定的烘弯程序开始加热。整个运动受到编码器的控制。烘弯模具上的玻璃在循环空气及外界冷空气的作用下冷 却。小车从冷却室运行*下片台,操作工必须检查 玻璃的球面及烘弯情况,玻璃是否完好。然后把玻 璃从模具上取下来,并用木夹把玻璃隔开。
请点击输入图片描述
合片、初压
玻璃烘弯后接着进行合片,合片之前先将 PVB进行拉伸,拉成一定的弧度来匹配玻璃相应 的形状。由于PVB胶片的吸水率与空气的相对湿 度成近似线性关系,空气的相对湿度越大,PVB 胶片的吸水率越高;而PVB与玻璃的黏接力则与 其含水率成反比,即含水率越高,PVB与玻璃的 黏接力越小。
PVB经开卷轴开卷,经蒸汽鼓轮加热到需要的温度后,进入事先设定好锥度的拉伸鼓拉伸。
PVB胶片拉伸完后就可以进行合片。如果发现PVB有夹杂,必须先关闭阀,再抽玻璃处理PVB夹杂问题。检查玻璃抽真空情况,是否套好橡胶圈。合片室内有真空压力显示,初压机下片有低压报警,当发现真空度过低,先检查真空阀是否关闭,再开另一台备用真空泵,操作工随时观察温度显示仪,关闭真空气路阀,拔下真空橡胶圈引线,把玻璃从真空初压机上取下来,取走橡胶圈。在使用过程中,从初压下片处取回的橡皮管必须在合片室内放置一段时间,直*温度降为合片室室温后方可使用。
高温高压
取出后视镜底座及3M胶带,用丙酮擦干净底座表面,等丙酮挥发后,取下3M带,粘在底座表面,四周注意均匀性。从初压机上取下前风挡玻璃,放在支撑座上(凹面朝上)。用丙酮擦干净要粘后视 镜底座区域的表面,撕下底座上的绿格子纸张,对 准玻璃上要粘后视镜底座的黑胶区域,粘上后视镜底座。
加高压的目的是为了使残留的空气溶解在PVB中,通过扩散作用使PVB与玻璃*终相互粘接。另外,高压还可以减小PVB厚度差、节约预压时间。由于温度高,会在柔软PVB中形成气泡;而温度低,硬PVB会阻止气泡的形成。因此高压釜要在冷却后方可释放压力。高压釜出来的玻璃修边后经检验后就可以装 箱入库,*此整个前风挡玻璃的制作过程全部结束。
